

Verarbeitung von TROGAMID® Formmassen
Maschinenanforderungen
Plastifiziereinheit
Schnecke und Zylinder:
- Beim Dosieren sollten ca. 30 % bis 70 % des maximalen Dosiervolumens ausgenutzt werden.
- Dreizonenschnecke mit einer Länge von 18 bis 22 D
- Zonenaufteilung: Einzug 50 – 60 %, Kompression 20 – 25 %, Metering 20 – 25 %
- Gangtiefenverhältnis 2 bis 2,5
- Idealerweise minimale Gangtiefe: Meteringzone 2 mm, im Einzugsbereich 4 mm
- Zur Verarbeitung von TROGAMID® im Spritzzylinder werden meist Schnecken aus korrosions- und verschleißgeschützten Stählen eingesetzt. Für den Spritzzylinder empfehlen wir Bi-Metallausrüstungen.
Design einer Dreizonenschnecke
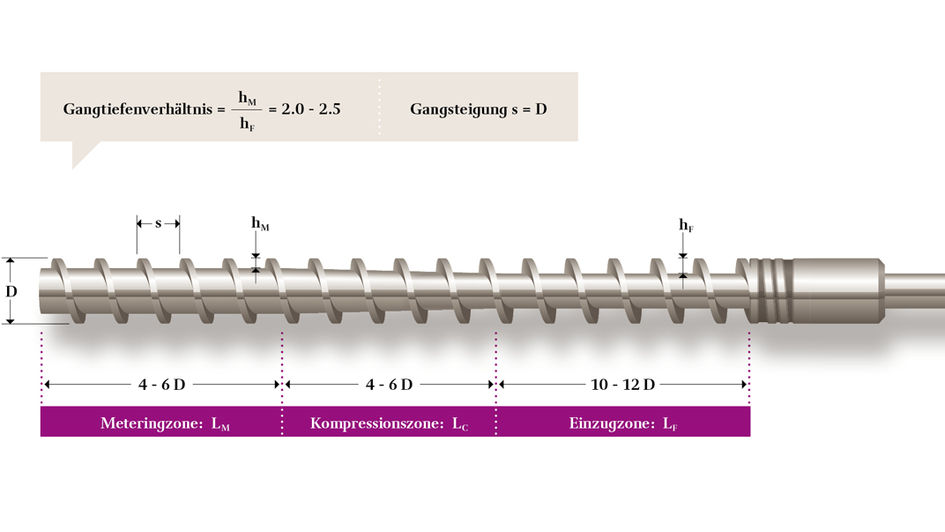
Typische Werte für TROGAMID® Formmassen im Spritzguss
|
LF
|
LC
|
LM
|
hF*
|
hM*
|
hF/hM
|
|
10 D
|
5 D
|
5 D
|
5 mm
|
2 mm
|
2.5
|
* für 30 mm Schnecken
Düse:
- Im Allgemeinen sind offene Düsen zu bevorzugen. Werden Verschlussdüsen verwendet, so ist die Friktionserwärmung so gering wie möglich zu halten.
- Bei allen Düsen ist auf eine ausreichende Heizleistung zu achten, um ein Einfrieren der Düse, bzw. die Bildung eines kalten Propfens zu vermeiden. Insbesondere bei langen Maschinendüsen und anliegendem Spritzgießaggregat sollte das Heizband den gesamten Düsenkörper bedecken.
- Der Bohrungsdurchmesser sollte min. 4 mm betragen.
- Um ein problemloses Entformen eines Stangenangusses zu ermöglichen, sollte der Austrittsdurchmesser (d1) der Maschinendüse ca. 0,5 bis 1 mm kleiner sein als der Bohrungsdurchmesser (d2) der Angussbuchse. Zu beachten ist auch, dass der Radius der Maschinendüse kleiner als der Angussbuchsenradius ist (z. B. Düsenradius = 35 mm, Angussbuchsenradius = 40 mm).
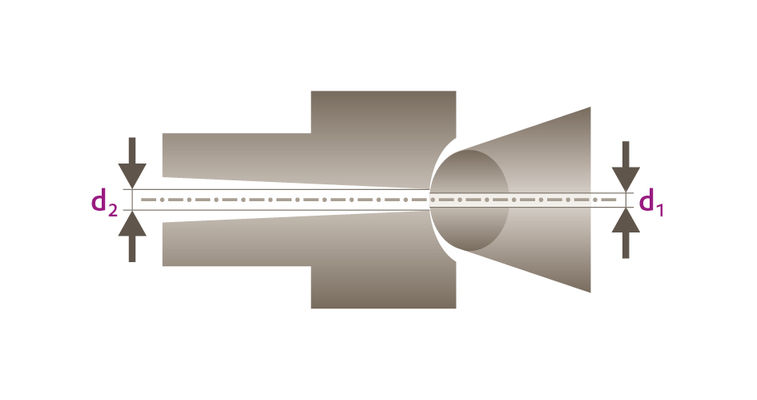
günstige Kombination
Maschinenradius < Werkzeugradius: gute Abdichtung ohne Materialaustritt bei guter Entformung der Angussstange
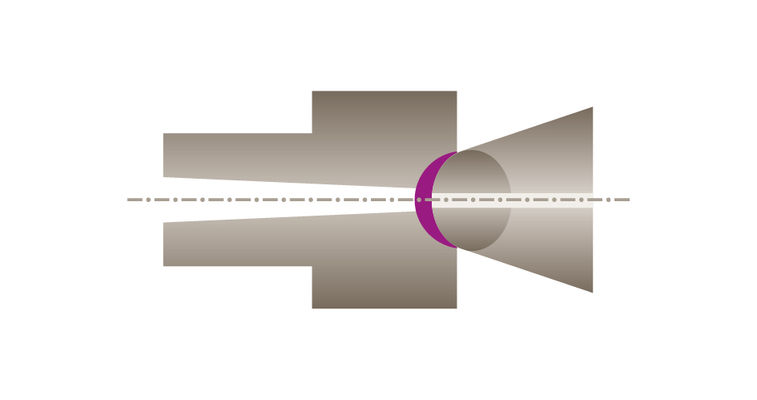
ungünstige Kombination
Maschinenradius > Werkzeugradius: schlechte Abdichtung mit Materialaustritt bei schlechter Entformung der Angussstange
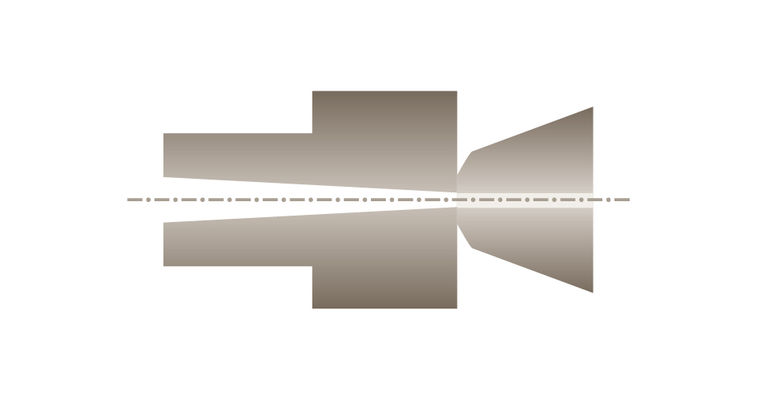
günstige Kombination
bei Flachdüsen sollten die Auflageflächen so klein wie möglich und nur so groß wie nötig sein
Rückstromsperre:
- Es ist auf eine intakte Rückstromsperre zu achten, der Spalt zwischen Rückstromsperre und Zylinder sollte in der Regel < 0,02 mm sein.
Schließeinheit
Zuhaltekraft:
- Richtgröße für den Forminnendruck bei der Verarbeitung von TROGAMID®-Campus-Probekörpern ist 300 - 500 bar.
- Es empfiehlt sich die Schließkraft mit Hilfe der Spritzgießprozesssimulation zu berechnen. Dabei sollte der Anguss und die Maschinendüse mit berücksichtigt werden, um den Spritzdruck möglichst genau vorherzusagen. In der Regel sind die Drücke beim Umschalten von Füllen auf Nachdruck, bzw. zu Beginn der Nachdruckphase schließkraftbestimmend.